ų▄ūėĮ©
Ż©▒▒Š®║═└¹Ģrūįäė╗»“ī(q©▒)äė╝╝ąg(sh©┤)ėąŽ▐╣½╦Š��Ż¼100176Ż®
š¬ ę¬ ╗©┼┌ŠĒ═▓ÖC(j©®)Ą─ūįäėŠ½┤_▀\ąą╩Ū╠ßĖ▀╗©┼┌«a(ch©Żn)┴┐║═░▓╚½╔·«a(ch©Żn)Ą─╗∙ĄA(ch©│)����Ī���Ż╗∙ė┌║═└¹Ģr╣½╦ŠLMŽĄ┴ąPLCĄ─╗©┼┌ŠĒ═▓ÖC(j©®)┐žųŲŽĄĮy(t©»ng)Ż¼┐╔īŹ¼F(xi©żn)š¹éĆ╔·«a(ch©Żn)▀^│╠Ą─╩ų/ūįäė┐žųŲ║═╔·«a(ch©Żn)ĀŅæB(t©żi)Ż©░³└©▀\ąą┴„│╠����Īó╣╩šŽł¾Š»Ż®Ą─▒O(ji©Īn)┐žŻ¼┐žųŲŽĄĮy(t©»ng)Š▀ėą▓┘ū„║åå╬║═╚╦ąį╗»Ą╚╠ž³c�����Ż¼▀@ī”╗©┼┌╔·«a(ch©Żn)Ų¾śI(y©©)╠ßĖ▀╔·«a(ch©Żn)┬╩║═╔·«a(ch©Żn)░▓╚½ąįŠ▀ėąųžę¬ęŌ┴x���ĪŻ
ĻP(gu©Īn)µIį~ PLC����Ż╗╚╦ÖC(j©®)Įń├µ�����Ż╗╗©┼┌ŠĒ═▓ÖC(j©®)┐žųŲŽĄĮy(t©»ng)
1 ę²čį

╬ęć°╩Ū╚½Ū“¤¤╗©▒¼ų±Ą─╔·«a(ch©Żn)┤¾ć°���Ż¼«a(ch©Żn)ŲĘ│÷┐┌100ČÓéĆć°╝ę║═Ąžģ^(q©▒)��Ż¼āHį┌Ī░╗©┼┌ų«Ól(xi©Īng)Ī▒×gĻ¢╩ą�����Ż¼2008─ĻĄ─«a(ch©Żn)ųĄŠ═Ė▀▀_(d©ó)100ČÓéĆā|����Ż¼äō(chu©żng)ČÉ10ČÓéĆā|Ż¼│╔×ķ«ö(d©Īng)?sh©┤)žĮ?j©®ng)Ø·(j©¼)Ą─ų¦ų∙«a(ch©Żn)śI(y©©)��ĪŻ╚╗Č°ū„×ķ▀@śėę╗éĆÜv╩ĘėŲŠ├���ĪóęÄ(gu©®)─ŻŠ▐┤¾Ą─é„Įy(t©»ng)«a(ch©Żn)śI(y©©)�����Ż¼─┐Ū░Ą─╔·«a(ch©Żn)╠Äį┌╩«Ęų┬õ║¾Ą─ĀŅæB(t©żi)ĪŻļSų°╬ęć°╗©┼┌«a(ch©Żn)śI(y©©)╚ļĖ▀╦┘░l(f©Ī)š╣ĢrŲ┌���Ż¼╝ė╦┘╗©┼┌ÖC(j©®)ąĄ╗»��Īóūįäė╗»╔·«a(ch©Żn)�����Ż¼╩Ū╗©┼┌ąąśI(y©©)╠ßĖ▀«a(ch©Żn)┴┐║═░▓╚½╔·«a(ch©Żn)Ą─╗∙ĄA(ch©│)��ĪŻ
ųąć°─┐Ū░╗©┼┌ŠĒ═▓ÖC(j©®)Ą─┐žųŲŽĄĮy(t©»ng)ėąā╔ĘNĘĮ╩Į���Ż¼ę╗ĘN▓╔ė├┼┌ŠĒ═▓ÖC(j©®)īŻė├┐žųŲŲ„���Ż¼┴Ēę╗ĘN▓╔ė├PLC┐žųŲĪŻė╔ė┌īŻė├┐žųŲŲ„Č╝╩Ū╗∙ė┌å╬Ų¼ÖC(j©®)ķ_░l(f©Ī)Č°│╔�����Ż¼╦³Ą─┐╣Ė╔ö_─▄┴”║═ĘĆ(w©¦n)Č©ąį▒╚PLCę¬▓Ņ�����Ż¼Č°▀@ī”ė┌╗©┼┌╔·«a(ch©Żn)Ą─│ų└m(x©┤)ąį║═ĘĆ(w©¦n)Č©ąįė╚×ķųžę¬����ĪŻ
2 ŽĄĮy(t©»ng)įO(sh©©)ėŗ
╗©┼┌ŠĒ═▓ÖC(j©®)Ą─äėū„ų„ę¬ėąŻ║╦═╝łĪóē║▌ü���Īó▒¦╝ł��ĪóŠĒ═▓����Īó╝ė╦«Īó╝ė─z���ĪóŪą╝ł�����ĪóŪą═▓����Īó▀M(j©¼n)═▓¤¶ę╗ŽĄ┴ą╣żą“�����ĪŻĖ∙ō■(j©┤)╣żą“Ą─╠ž³c���Ż¼į┌PLCĄ─┐žųŲ│╠ą“└’ėą╩ųäė║═ūįäė┐žųŲā╔ĘN┐žųŲ─Ż╩ĮĪŻį┌╩ųäė┐žųŲ─Ż╩ĮŽ┬��Ż¼┐╔ęįå╬¬Üī”├┐ę╗éĆ╣żą“Ą─äėū„▀M(j©¼n)ąą┐žųŲ��Ż╗«ö(d©Īng)ŪąōQĄĮūįäė┐žųŲ─Ż╩Į����Ż¼PLC│╠ą“Ģ■Ė∙ō■(j©┤)ŅA(y©┤)Ž╚įO(sh©©)ų├║├Ą─┴„│╠üĒ┐žųŲŠĒ═▓ÖC(j©®)╣żū„����Ż¼▓╗ąĶę¬╚╦╣żĖ╔ŅA(y©┤)����ĪŻ╦∙ėąĄ─▀@ą®╩ųäė▓┘ū„║═╩ų/ūįäėą┼╠¢Ą─ŪąōQČ╝╩Ū═©▀^ė|├■Ų┴▀M(j©¼n)ąąĄ─ĪŻ

łD 2-1 PLC┐žųŲŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)łD
ŽĄĮy(t©»ng)╣żū„┴„│╠Ż║
1Ż║╔ŽļŖ Ż©╔ŽļŖÖz▓ķ═▓įŁ╩╝╬╗��Īó═Ų═▓═╦Ž▐╬╗�����Īóē║▌üŽ┬Ž▐╬╗����Īó▒¦╝łŽ┬Ž▐╬╗╩Ūʱį┌įŁ╩╝╬╗ų├Ż®
2Ż║åóäė Ż©Śl╝■Ż║╔ŽļŖÖz▓ķš²│ŻŻ¼╩ųäė/ūįäė▐D(zhu©Żn)ōQķ_ĻP(gu©Īn)į┌ūįäė╬╗ų├Ż®
3Ż║Ą┌ę╗╦═╝ł Ż©ę¬Ū¾Ż║╦┘Č╚┐╔š{(di©żo)��ĪóķLČ╚─▄▀_(d©ó)ĄĮ500mm�����ĪóėąčėĢrŻ®
4Ż║ē║▌ü Ż©ę¬Ū¾Ż║Ą┌ę╗╦═╝łķLČ╚▀_(d©ó)ĄĮŻ¼ėąčėĢrŻ®
5Ż║▒¦╝ł Ż©ę¬Ū¾Ż║ē║▌üäėū„═Ļ│╔��Ż¼ėąčėĢrŻ®
6Ż║ŠĒ═▓����ĪóĄ┌Č■╦═╝ł Ż©ę¬Ū¾Ż║▒¦╝łäėū„═Ļ│╔Ż╗ŠĒ╝łęį╝░╦═╝łČ╝ę¬Ū¾ėąčėĢr���Ż¼╦═╝łķLČ╚▀_(d©ó)ĄĮįO(sh©©)Č©ķLČ╚ŠĒ╝łļŖÖC(j©®)═Żų╣▀\ąą����Ż╗╦═╝łķLČ╚ūŅķLę¬Ū¾▀_(d©ó)ĄĮ3000mmęį╔Ž���Ż¼Ą┌Č■╦═╝ł╦┘Č╚┐╔š{(di©żo)Ż®
7Ż║Ūą╝ł Ż©Śl╝■Ż║╦═╝łķLČ╚▀_(d©ó)ĄĮįO(sh©©)Č©ķLČ╚��Ż¼╦═╝łļŖÖC(j©®)ęį╝░ŠĒ╝łļŖÖC(j©®)═Żų╣▀\ąą���Ż╗ėąčėĢr��Ż╗Ģrķg┐╔š{(di©żo)��Ż¼Ģrķgį┌1Sęįā╚(n©©i)Ż¼Š½┤_ĄĮąĪöĄ(sh©┤)³c║¾ę╗╬╗Ż®
8Ż║ŠĒ═▓ Ż©Śl╝■Ż║Ūą╝łäėū„═Ļ│╔�����Ż╗Ģrķg┐╔š{(di©żo)��Ż¼Ģrķgį┌5Sū¾ėę���Ż¼Š½┤_ĄĮąĪöĄ(sh©┤)³c║¾ę╗╬╗Ż®
9Ż║Ūą═▓����Īó▒¦╝łŽ┬ Ż©Śl╝■Ż║ŠĒ═▓═Ļ│╔�����Ż╗ŠĒ╝łäėū„═Ļ│╔ų«║¾▒¦╝łļŖ┤┼ķyäėū„���Ż¼▒¦╝łŲ¹Ėū╔ŽĄ─Ž┬Ž▐╬╗┤┼ąįķ_ĻP(gu©Īn)ė|░l(f©Ī)���Ż¼Ūą═▓äėū„ķ_╩╝Ż╗ę¬Ū¾Ż║Ūą═▓äėū„Ģrķg┐╔š{(di©żo)��Ż¼Ģrķgį┌9Sū¾ėę���Ż¼ę╗░Ń×ķš¹öĄ(sh©┤)����Ż¼Ūą═▓äėū„ėąčėĢrŻ®
10Ż║ē║▌üŽ┬ Ż©Śl╝■Ż║Ūą═▓äėū„═Ļ│╔Ż¼Ūą═▓įŁ╩╝╬╗┤┼ąįķ_ĻP(gu©Īn)³c┴┴Ż®
11Ż║═Ų═▓▀M(j©¼n)���ĪóĄ┌ę╗╦═╝ł Ż©Śl╝■Ż║ē║▌üŽ┬äėū„═Ļ│╔����Ż¼Ūą═▓įŁ╩╝╬╗ęį╝░ē║▌üŽ┬Ž▐╬╗į┌įŁ╬╗Ż®
12Ż║═Ų═▓═╦ Ż©Śl╝■Ż║═Ų═▓▀M(j©¼n)Ž▐╬╗³c┴┴Ż®
13Ż║ē║▌üŻ║ Ż©Ūą═▓įŁ╩╝╬╗����Īó═Ų═▓═╦Ž▐╬╗Īóē║▌üŽ┬Ž▐╬╗�����Īó▒¦╝łŽ┬Ž▐╬╗į┌įŁ╩╝╬╗ų├����ĪóĄ┌ę╗╦═╝łķLČ╚▀_(d©ó)ĄĮŻ®
ĪŁĪŁę╗ų▒░┤╔Ž╩÷裣h(hu©ón)
ŽĄĮy(t©»ng)Ą─┐žųŲ┴„│╠╚ńŽ┬Ż║
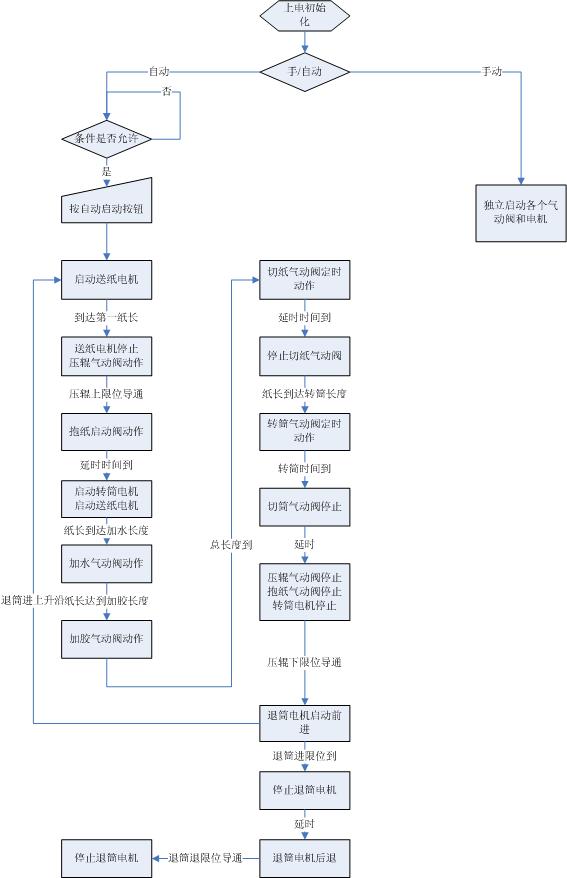
łD 2-2 ŽĄĮy(t©»ng)┐žųŲ┴„│╠łD
į┌┤╦┴„│╠łD└’Ż¼Ī░╝łķLĪ▒╩ŪųĖŠĒ│╔ę╗éĆ┼┌═▓Ą─╝łÅłķLČ╚��Ż¼į┌īŹļH┐žųŲĄ─▀^│╠ųą�����Ż¼├┐ę╗éĆ╣Ø(ji©”)³cĄ─╝łķLė╔╦═╝łļŖäėÖC(j©®)Ż©▓Į▀M(j©¼n)ļŖÖC(j©®)Ż®üĒ┐žųŲ��ĪŻ║═└¹ĢrLMŽĄ┴ąĄ─PLCĦėą├}ø_▌ö│÷╣”─▄��Ż¼─▄ē“Ė∙ō■(j©┤)PLC│╠ą“▌ö│÷ęÄ(gu©®)Č©éĆöĄ(sh©┤)Ą─├}ø_┤«Ż©PTOŻ®╗“š▀├}īÆ┐╔š{(di©żo)Ą─ų▄Ų┌ąį├}ø_ą┼╠¢Ż©PWMŻ®�����Ż¼▌ö│÷Ą─├}ø_┤«═©▀^ļŖÖC(j©®)“ī(q©▒)äėŲ„Š½┤_Ą─┐žųŲ▓Į▀M(j©¼n)ļŖÖC(j©®)Ą─▀\▐D(zhu©Żn)�����Ż¼Å─Č°▀_(d©ó)ĄĮ┐žųŲ╣Ø(ji©”)³c╝łķLĄ──┐Ą─���ĪŻ┤╦═Ō��Ż¼LMŽĄ┴ąPLCŠ▀ėąĖ▀╦┘ėŗöĄ(sh©┤)╣”─▄���Ż¼Å─Č°┐╔ęį▒O(ji©Īn)ęĢ▓Į▀M(j©¼n)ļŖÖC(j©®)Ę┤ü╗žüĒĄ─├}ø_ą┼╠¢Ż¼Įø(j©®ng)▀^║åå╬Ą─▐D(zhu©Żn)ōQ�����Ż¼Š═┐╔ęįį┌│╠ą“└’▒O(ji©Īn)ęĢ╝łķLĄ─šµīŹŪķørĪŻ
į┌PLC│╠ą“└’���Ż¼░č├┐ę╗éĆÜŌäėķy�����Īó├┐ę╗éĆļŖÖC(j©®)Ą─▓┘ū„ĀŅæB(t©żi)║═▀\ąąĀŅæB(t©żi)Ż©░³└©▀\ąąĢrķg����Īóåóäė┤╬öĄ(sh©┤)Ż®ėøõøŽ┬üĒ��Ż¼╔Žé„ĄĮ╚╦ÖC(j©®)Į╗╗źĮń├µ╔Ž����ĪŻ╚╦ÖC(j©®)Įń├µįO(sh©©)ėŗ╚ńŽ┬

łD 2-3 ė|├■Ų┴┐žųŲłDĪ¬ģóöĄ(sh©┤)įO(sh©©)ų├

łD 2-4 ė|├■Ų┴┐žųŲłDĪ¬ūįäė▓┘ū„

łD 2-5 ė|├■Ų┴┐žųŲłDĪ¬╩ųäė┐žųŲ
3 PLCė▓╝■┼õų├
Ė∙ō■(j©┤)╔Ž╩÷┐žųŲ┴„│╠įO(sh©©)ėŗŻ¼▌ö╚ļ▌ö│÷ą┼╠¢ŪÕå╬╚ńŽ┬Ż║
▒Ē 3-1 ▌ö╚ļ▌ö│÷ą┼╠¢ŪÕå╬
|
ą“╠¢ |
ą┼╠¢ŅÉą═ |
▌ö╚ļ▌ö│÷ą┼╠¢šf├„ |
|
1 |
DI |
ē║▌ü╔ŽŽ▐╬╗ķ_ĻP(gu©Īn) |
|
2 |
DI |
ē║▌üŽ┬Ž▐╬╗ķ_ĻP(gu©Īn) |
|
3 |
DI |
═╦═▓▀M(j©¼n)Ž▐╬╗ķ_ĻP(gu©Īn) |
|
4 |
DI |
═╦═▓═╦Ž▐╬╗ķ_ĻP(gu©Īn) |
|
5 |
PI |
╦═╝łļŖÖC(j©®)Ę┤ü├}ø_ą┼╠¢ |
|
6 |
DI |
Šo╝▒═Żų╣░┤Ōoķ_ĻP(gu©Īn) |
|
7 |
DI |
╩ųūįäėŪąōQ |
|
8 |
DI |
╦═╝łļŖÖC(j©®)╣╩šŽ |
|
9 |
DI |
▐D(zhu©Żn)═▓ļŖÖC(j©®)╣╩šŽ |
|
10 |
DI |
═╦═▓ļŖÖC(j©®)╣╩šŽ |
|
11 |
DI |
ē║▌üÜŌäėķy╣╩šŽ |
|
12 |
DI |
╝ė╦«ÜŌäėķy╣╩šŽ |
|
13 |
DI |
╣╬─zÜŌäėķy╣╩šŽ |
|
14 |
DI |
Ūą╝łÜŌäėķy╣╩šŽ |
|
15 |
DI |
Ūą═▓ÜŌäėķy╣╩šŽ |
|
16 |
DI |
▒¦╝łÜŌäėķy╣╩šŽ |
|
17 |
DO |
▓Į▀M(j©¼n)ļŖÖC(j©®)åóäė/═Żų╣ |
|
18 |
PO |
▓Į▀M(j©¼n)ļŖÖC(j©®)├}ø_▌ö│÷ |
|
19 |
DO |
▐D(zhu©Żn)═▓ļŖÖC(j©®)åóäė/═Żų╣ |
|
20 |
DO |
═╦═▓ļŖÖC(j©®)Ū░▀M(j©¼n)/║¾═╦ |
|
21 |
DO |
═╦═▓ļŖÖC(j©®)åóäė/═Żų╣ |
|
22 |
DO |
ē║▌üÜŌäėķyåóäė/═Żų╣ |
|
23 |
DO |
╝ė╦«ÜŌäėķyåóäė/═Żų╣ |
|
24 |
DO |
╣╬─zÜŌäėķyåóäė/═Żų╣ |
|
25 |
DO |
Ūą╝łÜŌäėķyåóäė/═Żų╣ |
|
26 |
DO |
Ūą═▓ÜŌäėķyåóäė/═Żų╣ |
|
27 |
DO |
▒¦╝łÜŌäėķyåóäė/═Żų╣ |
4 æ¬(y©®ng)ė├╠ž³c
╗∙ė┌LMŽĄ┴ąPLCĄ─╗©┼┌ŠĒ═▓ÖC(j©®)┐žųŲŽĄĮy(t©»ng)Š▀ėą╚ńŽ┬╠ž³cŻ║
©¼ ĘĆ(w©¦n)Č©ąį║═░▓╚½ąį
PLC║═ė|├■Ų┴Č╝═©▀^┴╦CEšJ(r©©n)ūC���ĪóEMC£yįć��Ż¼┐╔ęįį┌▒╚▌^É║┴ėĄ─╣żśI(y©©)╔·«a(ch©Żn)¼F(xi©żn)ł÷╣żū„��Ż¼Ąųė∙Ė„ĘNÉ║┴ėŚl╝■Ą──▄┴”▌^ÅŖ(qi©óng)�����Ż¼▀@Š═×ķ│ų└m(x©┤)╔·«a(ch©Żn)╠ß╣®┴╦▒žę¬Ą─▒ŻšŽ��ĪŻ┤╦═ŌŽĄĮy(t©»ng)╠ß╣®┴╦ę╗µIŠo╝▒═Żų╣░┤Ōo�����Ż¼«ö(d©Īng)¼F(xi©żn)ł÷░l(f©Ī)╔·╔·«a(ch©Żn)╩┬╣╩╗“─│éĆįO(sh©©)éõ░l(f©Ī)╔·╣╩šŽąĶę¬═Ż▄ćĄ─Ģr║“Š═┐╔ęį┐ņ╦┘Ą─ę╗µI═Żų╣▓┘ū„���ĪŻ
©¼ ▓┘ū„║åå╬
ė|├■Ų┴╔ŽĄ─▓┘ū„Įń├µĘŪ│Ż╚╦ąį╗»Ż¼├┐éĆįO(sh©©)éõŁh(hu©ón)╣Ø(ji©”)Ą─▀\ąąĀŅæB(t©żi)Č╝ėą╠ß╩Š���Ż¼├┐ę╗▓Į▓┘ū„Č╝ėąŽÓæ¬(y©®ng)Ą─šf├„�����Ż¼╗źµiĄ─▓┘ū„░┤ŌoČ╝Ģ■ŽÓ╗źµiČ©���Ż¼į÷ÅŖ(qi©óng)┴╦▓┘ū„░▓╚½ąįĪóĮĄĄ═┴╦▓┘ū„ķTÖæ���ĪŻ
©¼ ┐╔ŠSūo(h©┤)ąį
ė╔ė┌ī”ŽĄĮy(t©»ng)ųąĄ─├┐ę╗éĆįO(sh©©)éõČ╝ū÷┴╦╣╩šŽĀŅæB(t©żi)��Īó▀\ąąĀŅæB(t©żi)����Īó▓┘ū„ĀŅæB(t©żi)ėøõø║═▒Ż┤µŻ¼╚š│Ż╩┬╣╩Ą─ūĘ█Ö║═įO(sh©©)éõĄ─ŠSūo(h©┤)Č╝ūāĄ├Ė³╝ė║åå╬���ĪŻ
ģó┐╝╬─½I(xi©żn)
[ 1 ] ŅÖæ(zh©żn)╦╔���Ż¼┐╔ŠÄ│╠┐žųŲŲ„įŁ└Ē┼cæ¬(y©®ng)ė├[M]Ż¼ć°Ę└╣żśI(y©©)│÷░µ╔ń.
[ 2 ] ĘĮ│ą▀h(yu©Żn)���Ż¼╣żÅSļŖŲ„┐žųŲ╝╝ąg(sh©┤)[M]��Ż¼ÖC(j©®)ąĄ╣żśI(y©©)│÷░µ╔ń.
[ 3 ] ųąć°╣ż┐žŠW(w©Żng).www.gongkong.com
[ 4 ] ╗©┼┌ÖC(j©®)ąĄŠW(w©Żng).www.huapaojixie.com








